Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
High gloss PVC film for vacuum pressing has become a go-to surface solution for modern furniture and interior panels because it combines a mirror-like finish with practical durability and scalable production. Whether you are producing cabinet doors, wardrobes, wall panels, or decorative profiles, the right gloss film can elevate perceived quality, simplify cleaning, and help you achieve consistent color across batches—while remaining cost-effective for mass manufacturing.

Quick takeaway: In vacuum pressing, gloss performance is not only “how shiny it looks.” It is the result of film formulation, calendering quality, thickness stability, surface protection, and how well the film behaves during heat + vacuum forming.
Best for: high-end cabinet doors, wardrobe fronts, bathroom vanities, decorative wall panels, and clean, minimalist interiors where reflections and depth matter.
High gloss PVC film is a calendered or laminated decorative PVC sheet engineered to deliver a highly reflective surface. In vacuum pressing (also called membrane pressing), the film is heated until it becomes formable, then pulled tightly over an MDF/HDF substrate and wrapped around profiles, edges, and grooves by vacuum pressure and adhesive bonding.
Compared with flat lamination, vacuum pressing demands better elongation, thermal stability, and surface defect control to avoid haze, orange peel, whitening at corners, or micro-scratches that become obvious on glossy surfaces.
Tip: If your product has deep profiles, sharp inside corners, or tight radii, select a gloss film designed for vacuum forming rather than standard decorative film. Formability matters as much as gloss level.
High gloss surfaces create depth, sharper reflections, and a cleaner visual line—especially popular for contemporary kitchens, wardrobes, and commercial interiors. Gloss also helps solid colors look more saturated and uniform under showroom lighting.
Vacuum pressing with PVC film reduces finishing complexity, avoids paint curing bottlenecks, and improves batch repeatability. For many factories, it lowers rework risk caused by dust, uneven coating thickness, or color drift typical of wet paint lines.
A well-made gloss film can resist common household staining and is easy to wipe. In kitchens and bathrooms, that “wipe-clean” advantage can be a major selling point—especially when paired with edge wrapping that reduces water ingress points.
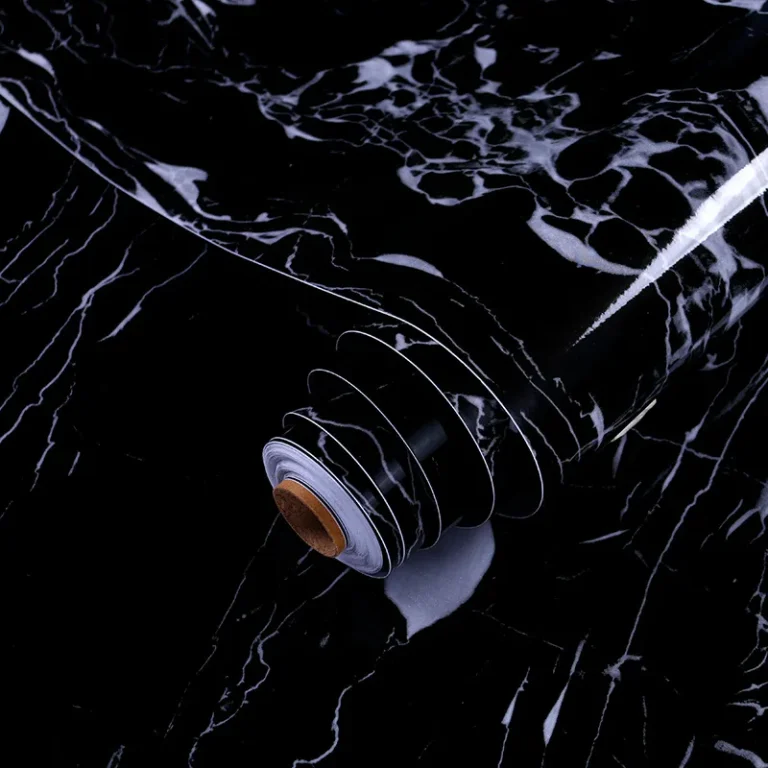
Beyond solid colors, manufacturers can match high gloss looks with wood, marble, brushed patterns, or special textures. For example, a marble-inspired decorative line can be extended with
Marble Film
options for coordinated door and panel programs.
High gloss PVC film is widely used across furniture and interior decorative components where a uniform reflective finish is required. The most common vacuum pressing applications include:
In a typical membrane/vacuum press line, the panel with adhesive is placed on the press table, the PVC film is positioned on top, then heat softens the film while vacuum pulls it over the substrate. The quality of the final finish depends on the combined control of:
temperature, heating time, vacuum level, press cycle, and adhesive selection.
Many vacuum pressing programs use calendered PVC film due to stable thickness control and scalable production. If you need a baseline reference for calendering-based products, explore
Calendered Film
options and verify forming suitability for your door profile depth and press cycle.
Thickness selection impacts both appearance and forming performance. Thicker films can improve perceived depth and help hide minor substrate imperfections, while thinner films may form easier on complex shapes but can be less forgiving of MDF surface quality. What matters most is not “thicker is better,” but consistent thickness and a formulation designed for vacuum forming.
✔ Deep grooves / tight corners: prioritize high elongation and verified corner performance.
✔ Flat slab doors: prioritize high gloss uniformity, low surface defect rate, and scratch resistance.
✔ High-volume programs: prioritize batch-to-batch color control and stable lead time.
Gloss surfaces show handling marks more than matte. Ask suppliers what protective options are available (e.g., topcoat, improved hardness, protective film during shipping). Also confirm resistance to common household chemicals (cleaners, mild solvents), especially for kitchens and bathrooms where frequent wiping is expected.
A high gloss panel can look different under warm home lighting vs. cool retail LEDs. For large projects (hotel rooms, apartment kitchens, retail chains), request a standard color reference and confirm how the supplier controls color consistency across production lots. If you are developing a brand color, insist on a controlled approval process: sample → pilot run → production lock.
Film performance is inseparable from adhesive choice and press settings. A reliable supplier should help you define a workable window for heating temperature and time to avoid defects like blisters, silvering, or edge lift. If you are changing adhesive brand, substrate density, or press cycle, re-validate the film with trial panels before full production.
For indoor furniture and decorative panels, many buyers look for materials free of heavy metals and phthalates and aligned with widely used compliance frameworks (e.g., ISO systems, REACH/RoHS, or relevant regional standards). If you export, confirm documentation availability early—especially when projects involve healthcare, schools, or child-focused spaces.
Often linked to uneven heating, adhesive texture transfer, or film surface structure. Use consistent substrate sanding, verify adhesive coat uniformity, and calibrate heating zones so the film softens evenly.
Typically caused by moisture in MDF, improper adhesive drying, contamination, or trapped air. Control substrate moisture, ensure correct flash-off/drying, and maintain clean handling (gloss surfaces “magnify” contamination).
Often related to adhesive choice, insufficient press pressure/vacuum, or challenging geometry. Confirm the adhesive is designed for PVC film and verify that edges receive adequate heat and pressure during the cycle.
Caused by overstretching or forming too cold. Adjust temperature/time and select a film with better elongation for deep profiles. Consider revising door design to reduce extreme draw depth where possible.
High gloss surfaces are sensitive to micro-scratches during storage and conversion. Good suppliers typically protect each roll with dust-resistant PE film or kraft paper and label specifications clearly for traceability. On your side, control handling with clean gloves, keep film away from abrasive dust, and store rolls upright or as recommended to prevent pressure marks.
Production note: If you are running multiple SKUs, organize film storage by color batch and gloss level to avoid accidental mixing. Gloss mismatch is often noticed before color mismatch in bright showrooms.
For high gloss vacuum pressing, consistency is everything: thickness stability, optical clarity, color repeatability, and defect control. A supplier with integrated calendering, printing, and slitting/packaging capabilities can better control process variables from raw materials to finished rolls—helping reduce lead time and lowering risk of batch variation.
If your program includes multiple décor families (solid colors, wood, marble, textures), it’s also easier to coordinate a complete portfolio. For example, wood programs can align with
Wood Grain Film
collections while maintaining compatible processing behavior across door lines.
A strong PVC film supplier can support OEM/ODM customization for vacuum pressing programs. Common customization items include thickness, width, roll length, gloss level, color system matching, functional coatings (anti-static, anti-fog, easy-clean), and packaging. If your market requires fast sampling, ask about trial order support and sample lead times.
Yes, if the film is engineered for vacuum forming and verified on your profile depth. Deep draws require high elongation and proper heating/vacuum control to prevent whitening and thinning.
Glossy surfaces reflect light sharply, so dust, micro-scratches, adhesive texture, and substrate imperfections become more visible. Cleaner handling, better substrate prep, and stable press settings are critical.
Common causes include moisture in the board, insufficient adhesive drying, contamination, or trapped air. Improve moisture control, verify adhesive flash-off, and keep the line environment clean.
Yes. Many manufacturers offer OEM/ODM customization for thickness, width, roll length, color/pattern, surface treatments, and packaging to match equipment and market needs.
Request samples, run press trials on your exact door design, confirm batch consistency controls, review compliance documentation if needed, and verify packaging standards that protect gloss during shipping and storage.