Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

PVC film is one of the most versatile surface and functional materials used across furniture, interior decoration, flooring, electronics, advertising, medical packaging, and home products. Behind a “simple” roll of film is a tightly controlled manufacturing chain: correct formulation, stable calendering conditions, consistent printing/embossing, precise slitting, and traceable quality control. This guide explains how PVC film production works step by step, what materials matter most, and how professional factories maintain consistency from batch to batch.

A PVC film’s appearance and performance depend on tiny process details: melt uniformity, gel control, thickness stability, surface gloss, ink adhesion, and roll tension. When any one of these drifts, the result can be color shift, poor lamination, surface pinholes, uneven embossing, or dimensional instability during application.
Key takeaway: Stable production is not “one machine setting”—it’s a system of raw-material selection, equipment capability, and multi-stage QC that supports repeatable results for every roll.
Most PVC films are made from a PVC resin base plus additives that tune flexibility, processability, heat stability, surface feel, and long-term durability. The exact formula changes depending on whether you’re producing decorative film (wood grain, marble, solid color), transparent film, soft-touch film, anti-static film, self-adhesive film, or industrial packaging film.
PVC resin defines the foundation: mechanical strength, clarity potential, and processing window. Consistent resin quality helps reduce gels, fish-eyes, and batch-to-batch variation in viscosity during calendering.
Plasticizers control softness, drape, and low-temperature flexibility. The selection is also tied to compliance needs (odor control, migration performance, and market regulations such as REACH/RoHS). For soft-touch or interior decorative films, the plasticizer system is often tuned to balance tactile comfort with dimensional stability.
PVC must be protected from thermal degradation during mixing, calendering, and any downstream heating. Stabilizers help prevent discoloration, brittleness, and loss of mechanical properties, especially in long production runs.
Fillers can improve stiffness and cost efficiency; pigments create color and opacity; functional additives add properties such as anti-static performance, anti-fog, scratch resistance, or improved printing/lamination behavior. Decorative lines often also rely on eco-friendly inks for interior applications where odor and safety matter.
While equipment layouts vary by factory, a full-process manufacturer typically integrates compounding/mixing, calendering, surface finishing (embossing/printing/coating), and slitting/packaging in-house. This end-to-end control is especially important when customers require tight thickness tolerance, stable color matching, and repeatable surface texture.
① Raw material inspection →
② Mixing/compounding →
③ Calendering/forming →
④ Surface finishing (printing/embossing/coating) →
⑤ Cooling & winding →
⑥ Slitting & packaging →
⑦ Final QC & shipment
Before production starts, manufacturers verify that PVC resin, plasticizers, stabilizers, pigments, and additives meet specification. Incoming QC typically checks appearance, batch documentation, and key indicators that influence processing stability. This stage reduces the risk of defects that become expensive once embedded into thousands of meters of film.
✔ QC focus: resin consistency, plasticizer purity/odor profile, pigment dispersion suitability, and compliance documentation (for markets requiring REACH/RoHS/FDA-related checks).
Compounding is where the “recipe” becomes a stable, processable compound. The goal is uniform distribution: every pellet/particle needs the same additive ratio to avoid streaks, weak spots, or gloss variation. Temperature control matters—overheating can start degradation, while under-mixing can create poor dispersion and surface defects.
In full-process plants, the compounding system is designed to support both standard calendered films and specialty decorative formulas (such as soft-touch or high-gloss surfaces).
Calendering forms the film by passing heated compound through a series of precision rollers. Roller temperature, gap, speed ratio, and nip pressure determine film thickness, surface smoothness, and internal stress. Calendered PVC film is valued for its stable thickness control and scalability for decorative and industrial applications.
If you want to see typical calendered products, reference Calendered Film for common production outcomes and use cases.
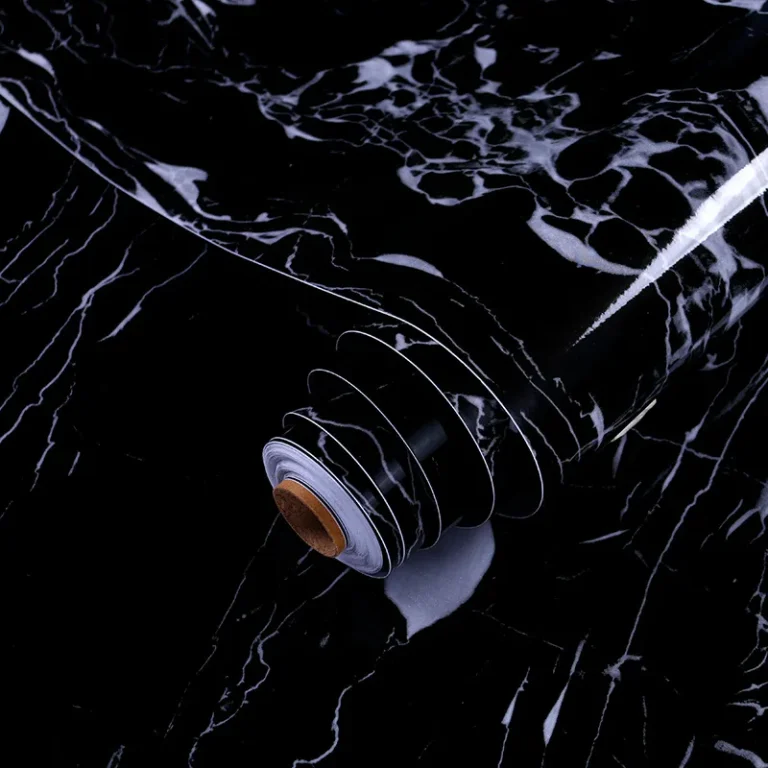
After the film is formed, surface finishing creates the visual identity and functional performance. Decorative PVC film may receive printed patterns (wood grain, marble, fabric), embossing for tactile realism, and top coatings for scratch resistance or easier cleaning. Functional films may receive anti-static or other treatments depending on end use.
Printing consistency is measured in color deviation, registration accuracy, and ink adhesion. For interior decorative projects (furniture panels, wall surfaces, doors), stable color matching helps maintain a unified aesthetic across different production batches.
Embossing adds 3D texture and improves realism for wood grain, stone, fabric, or silk-like finishes. A good emboss line keeps depth uniform and repeat length stable so laminators and wrappers can run at high speed without pattern mismatch. For an example of decorative texture positioning, see 3D Silk Texture Film.
Optional layers may enhance scratch resistance, stain resistance, or provide functional performance like anti-static behavior. For self-adhesive products, adhesive selection and release liner control become critical to avoid bubbles, edge lifting, or residue.
Controlled cooling helps stabilize dimensions and reduce internal stress. Proper winding tension prevents telescoping, wrinkles, or blocking between layers. Edge trimming removes irregular edges and ensures that later slitting achieves clean, consistent roll widths.
⚠ Important: Many “application problems” are actually winding/tension problems that only appear later during lamination, hot pressing, or wrapping.
Finished jumbo rolls are slit into customer-specified widths and lengths. Professional operations label each roll clearly (spec, lot, meters, width, thickness, color/pattern code) to ensure traceability. Packaging commonly uses dust-proof PE film or kraft paper wraps, helping protect the surface during storage and ocean/land transportation.
This stage is where OEM/ODM customization often becomes visible: roll core size, roll OD limits, pallet method, moisture protection, and shipping marks—especially important for export shipments to Southeast Asia, the Middle East, and Europe where long-distance transport and climate differences can stress packaging integrity.
Different PVC films emphasize different performance targets. A factory with calendering, printing, and slitting in-house can switch specifications more efficiently while keeping QC tight.
High-performing PVC film suppliers treat QC as a continuous loop rather than a final inspection. The goal is to detect drift early, correct it quickly, and keep every roll within spec.
Batch traceability links raw materials, process settings, and inspection records to each roll. When customers need consistent repeat orders, traceability helps reproduce the same feel, color, and performance—especially across multiple shipments or seasonal temperature changes.
A roll can pass every QC check and still fail at the customer’s site if packaging and storage are handled poorly. Protective wrapping, correct palletizing, and humidity control reduce the risk of surface abrasion, blocking, edge damage, and deformation during transit.
When sourcing PVC film for furniture wrapping, wall panels, flooring layers, or industrial uses, selecting a supplier with full-process capability can simplify lead time and improve consistency. Ask how they control calendering, printing, and slitting, and how they manage OEM customization without losing stability.
✓ Can you provide calendering + printing + slitting in-house (less outsourcing variability)?
✓ What standards and tests do you follow (e.g., ISO systems, REACH/RoHS, FDA-related needs)?
✓ How do you ensure color matching for repeat orders (master sample, approved swatch, ΔE control)?
✓ Can you support OEM/ODM specs (width, thickness, roll length, emboss depth, packaging, labels)?
Many defects are preventable if you treat them as system problems rather than “operator mistakes.” Below are common pitfalls and the process levers that typically fix them.
Often caused by poor dispersion, contaminated raw materials, or unstable heat history. Prevention includes stronger incoming QC, optimized mixing, filtration discipline, and stable calender temperatures.
Can result from ink variability, viscosity changes, drying imbalance, or base film gloss variation. Prevention includes standardized ink control, stable base film parameters, and in-process color monitoring.
Usually linked to tension settings, edge alignment, or cooling inconsistency. Prevention includes tension profiling, better roll hardness control, and careful handling during storage and shipping.
PVC film is used for decorative surfaces (furniture, doors, wall panels), functional layers (anti-static, protective, insulation), packaging, and flooring-related applications where durability and easy cleaning are needed.
Calendered film is formed by precision rollers, which helps achieve stable thickness control and scalable production—especially useful for decorative and industrial PVC films.
Yes. Common customization includes thickness, width, roll length, color/pattern, embossing, surface finish (glossy/matte/soft-touch), functional treatments, and export-ready packaging.
Consistency is maintained through incoming material control, stable calendering parameters, in-process inspections (thickness, appearance, gloss, color), finished-roll testing, and batch traceability from raw materials to shipment.