Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

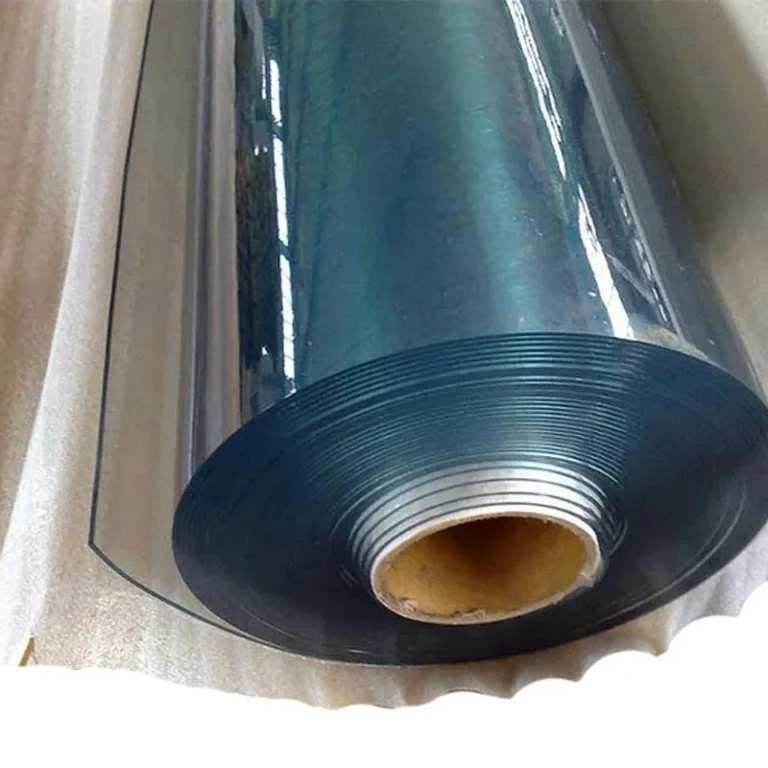
Wood grain PVC film for vacuum pressing is one of the most practical surface solutions for modern furniture and interior components. It delivers the warm, natural look of timber while offering stable color, consistent texture, and efficient processing for cabinet doors, wall panels, and MDF lamination. For manufacturers and workshops, the “best option” is not a single film—it’s the right combination of base film type, surface finish, thickness, and forming performance matched to your press, glue system, and end-use expectations.

Key idea:
Vacuum pressing success depends on how well the film conforms to profiles (3D forming), how reliably it bonds to MDF/wood composites, and how long it keeps a clean, stable appearance under daily wear.
In vacuum membrane pressing, a heated decorative PVC film is pulled over a substrate (most commonly MDF) and pressed into routed details, edges, and raised or recessed profiles. Compared with flat lamination, vacuum pressing puts stronger demands on film thermoformability and tension balance. If the film is too stiff, it may whiten at corners, bridge over deep grooves, or shrink back. If it’s too soft or poorly controlled, it can over-stretch, lose grain clarity, or thin out at edges.
Many factories choose calendered PVC film for stable thickness and consistent forming behavior. For a wood grain look, the grain is typically created by printing and may be combined with embossing to deliver a tactile texture that matches the visual pattern.
✔ Core performance targets
⚠ Common production pain points
“Best” depends on how the finished product will be used. Kitchen cabinet doors face humidity, cleaning chemicals, and frequent touch; wardrobe doors may prioritize appearance and scratch resistance; office furniture often needs consistent color across many panels. Below are practical selection guidelines used in real production.
For desks, cabinets, side panels, and shelving, choose wood grain films with good abrasion resistance, a balanced matte/satin finish for fingerprint control, and stable color across lots. If your product line includes light oak or ash tones, pay attention to yellowing resistance and the ability to hold “clean whites” in the grain highlights.
For consistent design coordination across a full room set, many buyers pair wood grain doors with matching skirting and trims. If you also produce baseboards, a dedicated PVC skirting film helps maintain the same grain tone and gloss level across profiles.
Cabinet doors are the classic vacuum pressing use-case: deep corners, edge wraps, and decorative grooves. The best choice here is a film with a wide processing window—meaning it forms well across a reasonable range of heater settings and cycle times. For deeper profiles, prioritize high elongation and controlled shrink so corners stay crisp without thinning.
Recommended door-focused criteria:
MDF is stable and affordable, but it must be prepared correctly. For flat lamination, a slightly thinner film may be sufficient; for semi-3D (small radii, soft profiles), keep enough thickness to avoid “print-through” of the MDF surface. The best MDF lamination result comes from a combination of proper sanding, edge sealing, and even glue coat weight—not film selection alone.
When a project needs a complete decorative solution beyond doors—such as wall panels, matching trims, or accent surfaces—many manufacturers also evaluate other decorative categories (marble, fabric, or soft-touch) within the same supply chain for consistent lead times. You can explore options under Wood Grain Film and related decorative series to keep the color system aligned.
Thickness influences both appearance and press behavior. Thicker films generally offer better opacity and surface “body,” while thinner films may form more easily on tight details. The practical choice is the one that meets your durability and visual targets without increasing scrap rates.
Wood grain typically looks most natural in matte or satin. Matte reduces reflections and better simulates open-pore timber, while satin can make grain contrast look richer under showroom lighting. High gloss is less common for natural wood effects but can be used for modern designs when paired with subtle grain.
Matte
Best for realistic wood, fingerprint control, and hiding micro-scratches on doors and cabinets.
Satin
A balanced showroom look—adds depth to printed grain while staying practical for daily cleaning.
Gloss
More “modern lacquer” feel; requires stricter QC on substrate smoothness to prevent surface defects.
Embossing makes the surface feel like wood pore, saw cut, or brushed timber. A well-designed emboss can also reduce the visibility of small handling marks. For premium cabinet doors, consider a wood pore emboss with consistent depth; the texture should remain clear after forming, not flatten out on peaks or stretch lines.
Even the best film will fail if the process window is ignored. Vacuum pressing is sensitive to heater uniformity, glue open time, MDF moisture, and tooling design. A reliable production routine reduces rejects dramatically—especially on large door sizes.
Choose an adhesive system proven for membrane pressing and match it to your press cycle and film type. Control glue coat weight, flash-off/open time, and curing conditions. If you see corner lifting, don’t immediately blame the film—check glue coverage on deep grooves and whether the MDF profile is too sharp.
Quick troubleshooting checklist
For mass production, consistency matters as much as appearance. Professional buyers typically audit suppliers for thickness stability, batch traceability, and repeatable color/emboss results. They also check packaging method, roll protection, and how the supplier handles sample approvals and reorders.
A full-process manufacturer with in-house calendering, printing, and slitting can control each stage tightly—reducing color drift and lead-time uncertainty. Pulivk Film’s production covers calendering → printing → slitting & packing, enabling stable supply for furniture, building materials, electronics, advertising, medical, and home applications.
If you run multiple door models or serve different markets, customization becomes a cost saver rather than a luxury. OEM/ODM support typically includes custom thickness, width, roll length, grain pattern, emboss depth, gloss level, and packaging. Clear sample approval rules—color targets, gloss tolerance, and forming test criteria—help avoid disputes later.
What to specify in an RFQ
Compliance and indoor safety
For interior furniture and doors, buyers often request documentation aligned with ISO systems and chemical compliance expectations. Films made with eco-friendly, non-toxic inks and controlled substances policies help support long-term brand trust and project approvals.
Wood grain trends are shifting toward calm, natural palettes. Light oak, ash, and warm walnut remain strong in residential kitchens and wardrobes, while darker, straight-grain patterns are popular in office and hospitality projects. A realistic wood look typically combines balanced contrast (not too “printed”), natural pore emboss, and a matte/satin sheen that matches real veneer expectations.
Many brands now design “whole-space” collections: doors + wall panels + trims + accent materials. That is why manufacturers often evaluate additional decorative categories for coordination, such as Marble Film for islands, feature walls, or commercial counters—while keeping a single supplier and matching production schedules.
PVC decorative film is a finished surface—so packaging is part of product quality. Rolls should be protected against dust, pressure marks, and moisture. Professional suppliers typically pack each roll individually using dust-proof PE film or kraft paper and apply a specification label for quick warehouse identification. For exports, moisture and impact protection reduces claims and rework.
Practical receiving inspection tips
In vacuum pressing, small variations in thickness, print density, or plasticization can cause big shifts in press behavior. A supplier with full-process control can tune film behavior more precisely and keep it stable across reorders. That stability reduces your scrap rate, shortens setup time, and improves color consistency across door batches—especially important when customers reorder months later and expect a perfect match.
Pulivk Film’s capabilities cover multiple film categories (wood grain, glossy, matte, cloth texture, stone texture, solid colors, anti-static, self-adhesive, and more), with flexible slitting and packaging to fit your production line. If you’re building a product catalog, you can also reference the broader product range via Product to streamline sourcing and standardize finishes across different applications.
It depends on profile depth and durability requirements. Deeper routed doors often need a film that can stretch without whitening, while flat panels may prioritize smooth coverage and opacity. Share your door design and press parameters to confirm the best spec.
Common causes include sharp radii, insufficient preheating, forming too fast, or a film with limited elongation for deep profiles. Tooling adjustments and a film with a wider thermoforming window usually solve it.
Focus on MDF edge sealing, even glue coat weight (especially in grooves), correct open time, and full curing. Edge lift is often a bonding or preparation issue rather than a film defect.
Yes. OEM/ODM options commonly include thickness, width, roll size, color matching, print pattern, emboss texture, gloss level, and packaging. Pre-production samples are recommended for approval and press testing.
Many suppliers provide films made with controlled chemical content and eco-friendly inks suitable for indoor decorative use. If you need specific compliance (e.g., REACH/RoHS/FDA-related requirements), request test reports and confirm your project’s standard.