Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

PVC film can be custom printed—and when it’s done with the right method, ink system, and surface prep, it becomes one of the most versatile materials for branding, decoration, protection, and functional labeling. From furniture wraps and architectural surfaces to advertising graphics and industrial overlays, printable PVC film offers reliable ink adhesion, vibrant color, and scalable manufacturing for both short runs and mass production.
This guide breaks down the best printing methods for PVC film, where each method performs best, how to avoid common defects, and practical tips for selecting film type, finish, and post-processing—so your printed rolls look sharp, last longer, and stay consistent from batch to batch.
PVC film (polyvinyl chloride film) is a thin polymer sheet commonly supplied as calendered or decorative film. Its printability comes from a combination of controllable surface energy, stable thickness, and a range of finishes (glossy, matte, embossed, soft-touch, transparent, self-adhesive). These variables determine how well ink wets the surface, how colors appear, and how durable the final print will be.
Key point: “Printable” doesn’t only mean “ink sticks.” It also means the film stays dimensionally stable during printing/curing, resists blocking in rolls, and maintains adhesion under heat, humidity, friction, and cleaning.
Gravure is a high-speed, high-consistency method widely used for large-volume PVC film printing. It excels at continuous patterns, wood grain, stone textures, and decorative designs where repeat accuracy and color consistency matter.
Flexo uses flexible plates and is common for packaging, labels, and functional marking where speed and cost control are priorities. It can perform well on PVC film when matched with the right ink and corona-treated surface.
Screen printing deposits thicker ink layers, which can increase opacity and durability. It’s often used for bold signage, spot colors, high-opacity whites on transparent PVC, and applications needing strong abrasion resistance.
Tip: If you need high opacity on clear PVC film (e.g., backers, window graphics, overlays), screen printing is often the easiest path to dense, consistent coverage.
Digital printing is ideal for customization, prototyping, short runs, variable data, and fast design iteration. UV-curable inks can provide excellent durability, while eco-solvent/latex can be chosen for certain signage and indoor applications (depending on compliance requirements).
Printed PVC decorative film is widely used on cabinet doors, wardrobes, wall panels, tabletops, and trim. Designs range from wood grain and stone textures to contemporary solid colors and premium tactile finishes.
For commercial spaces, hotels, retail stores, and residential projects, custom printed PVC film helps unify brand style across walls, trims, and accents while keeping cleaning easy. Printed films can also support fast renovation cycles: you refresh surfaces without replacing underlying structures.
Skirting and trim areas often face abrasion and cleaning chemicals; choosing the right ink/varnish system matters as much as the artwork. Product reference:
https://pvcfilmtec.com/product/pvc-skirting-film/
Printable PVC film is used for exhibition backdrops, promotional wraps, lightbox graphics (depending on film construction), and point-of-sale signage. When the project requires frequent campaign updates, digital printing supports fast changeovers without cylinder/plate costs.
In electronics and medical environments, printed PVC film may be used for protective overlays, identification markings, anti-static packaging, or cleanroom protection where surface performance and compliance matter. In these cases, controlling ink migration, odor, and chemical resistance is part of the printing specification—not an afterthought.
Surface finish changes how ink spreads and how color is perceived. Glossy surfaces often make colors pop, while matte finishes reduce glare and can improve premium feel. Embossed and textured films add depth, but the peaks/valleys can influence dot gain and fine-line sharpness.
PVC film can be printed with multiple ink families, but the best choice depends on end-use: abrasion, chemical exposure, indoor air requirements, and compliance needs. For interior decoration and human contact scenarios, it’s common to specify eco-friendly, non-toxic inks and request documentation for REACH/RoHS/FDA or other relevant standards when needed.
⚑ Spec note for buyers: Ask your supplier to confirm heavy metal / phthalate status, intended use (indoor/outdoor), and recommended cleaning chemicals. This reduces risk when the film is used in schools, hospitals, kitchens, or childcare areas.
Many printing defects on PVC are not “printing problems”—they’re surface energy problems. Corona or flame treatment increases surface energy to improve wetting and bonding. Primers can further stabilize adhesion, especially when printing with certain digital inks or when high durability is required.
Post-processing is how you turn a good-looking print into a long-lasting product. Depending on the end-use, consider protective layers and finishing steps that raise abrasion resistance, chemical resistance, and appearance stability.
For decorative PVC, “print + texture” coordination is a key premium factor. When wood pores or stone texture align with the printed pattern, the surface feels more realistic and sells better in retail showrooms and property fit-outs.
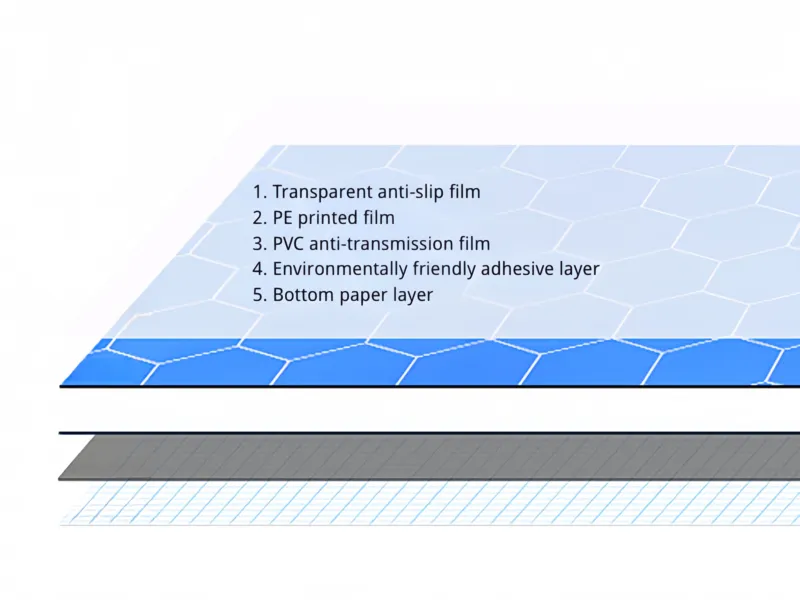
Even perfect printing can be ruined by poor roll handling. Individual roll wrapping (dustproof PE film or kraft paper), specification labels, and moisture protection reduce transit damage and protect the print surface from scuffing and blocking.
✓ Quick decision guide:
This often comes from low surface energy, contamination (oil/dust), or ink mismatch. Ensure proper pretreatment, verify dyne levels, and keep storage clean and dry. If the film has a special topcoat, confirm ink compatibility before mass production.
Blocking happens when ink/varnish isn’t fully cured, or when rolls are wound too tight under heat. Improve drying/curing, adjust winding tension, and add slip/anti-block solutions where needed—especially for glossy high-ink-coverage designs.
Color consistency depends on ink control, film lot consistency, and process stability. Use standardized color targets, record press parameters, and confirm the film’s base shade and gloss level (both impact perceived color). For long-term programs, lock specs and keep retained samples.
This can be caused by uneven tension, roller issues, viscosity instability, or surface treatment inconsistencies. Tight process control (tension, temperature, viscosity) and routine equipment maintenance are the most effective prevention.
For long programs (like furniture collections or architectural surfaces), the lowest total cost comes from stability: locked specifications, controlled raw materials, and repeatable press settings. Full-process manufacturers that control calendering, printing, and slitting/packaging can often reduce lead time, limit variation, and simplify accountability across steps.
Yes—PVC film is highly customizable and can be printed using gravure, flexo, screen, or digital methods. The best choice depends on your volume, design complexity, durability needs, and compliance requirements. To get reliable results, focus on film selection (type/finish), surface pretreatment, ink compatibility, proper curing, and protective post-processing—then validate with targeted tests before scaling to mass production.
Gravure is commonly preferred for large-volume decorative patterns because it delivers stable repeats, smooth gradients, and consistent color across long runs.
Often yes—especially for demanding inks or high-speed printing. Corona/flame treatment improves surface energy and reduces the risk of adhesion failure.
Yes. Use ink systems designed for clarity and proper curing. If you need dense white or high opacity on clear film, screen printing or a white backing layer is commonly used.
Ensure full drying/curing, control winding tension, and consider anti-block/slip solutions or protective topcoats—especially on glossy, high-coverage designs.
Provide film type, thickness, width, roll length, finish, artwork details (colors/repeat), required performance (scratch/chemical resistance), compliance needs, and order quantity.